Холодная сварка давлением. Обзор технологии.
Холодная сварка давлением это сварка в твердой фазе, она является уникальной, поскольку проводится при температуре окружающей среды. Другие виды сварки в твердой фазе проводятся при повышенной температуре. Например, при сварке сопротивлением. Однако, хотя температура и высокая, расплавления материала не происходит, нагрев производится до температуры пластической деформации.
Еще 3000 лет до н.э. египтяне обрабатывали железо при помощи ковки, сваривая при этом раскаленные детали. Кузнецы также столетиями сваривали железо, используя метод ковки. Этот вид сварки всегда проводился при повышенной температуре.
В Великобритании первый известный пример сварки ковкой при температуре окружающей среды (то есть холодной сварки давлением) относится к позднему периоду Бронзового века, примерно 700 лет до н.э. При раскопках были обнаружены золотые шкатулки, изготовленные подобным образом, исходным материалом которых было золото.
Открытие холодной сварки давлением

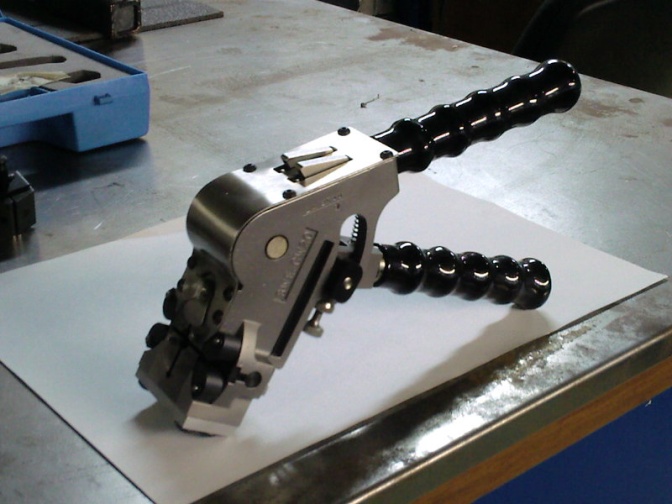
Машина AW 813 с электроприводом для сварки проволоки больших сечений круглой и прямоугольной формы
Первые научные исследования холодной сварки давлением провел Реверенд Десагулирс в 1724 году. Он продемонстрировал этот процесс Королевскому научному обществу и затем опубликовал результаты в научных журналах. Рев Десагулирс обнаружил, что если взять два свинцовых шарика диаметром 25 мм, затем сжать их и скрутить, то они соединятся. Прочность соединения замерили на безмене и, хотя процесс был довольно нестабильным, были достигнуты хорошие результаты, полученная прочность материал соединения не отличалась от прочности основного материала.
Как оказалось, мало что изменилось в способе сварки ковкой с момента открытия его Ревом Десагулирсом в 18 веке вплоть до начала Второй мировой войны. Новые потребности военного времени способствовали появлению новых открытий, особенно в Германии, где при помощи холодной сварки давлением были сварены детали из легкосплавного материала для авиационной промышленности, хотя сварка проводилась при повышенной температуре.
Волшебный процесс сварки

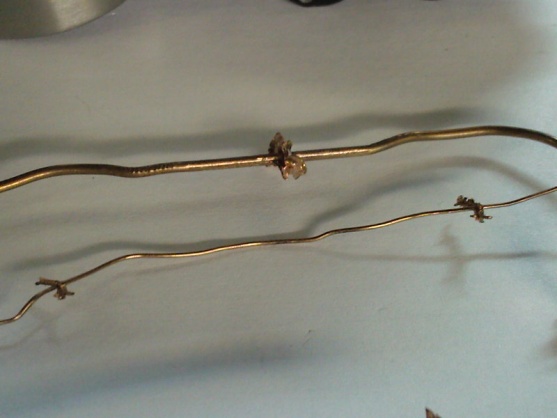
Примеры соединений алюминиевых и медных прутков, полученных холодной сваркой давлением
На первый взгляд холодная сварка давлением может показаться волшебным процессом. Людям, не знакомым с данным методом сварки, бывает довольно сложно его понять, поскольку он не подразумевает использование нагрева, электричества или присадочного материала. После демонстрации они обычно спрашивают: - "Каким образом соединились две металлические детали?".
Существует несколько теорий, объясняющих, каким образом происходит холодная сварка давлением. Например, было предположение, что сварка происходит посредством рекристаллизации, также существовала энергетическая теория, но большинство предположений было опровергнуто либо экспериментальным путем, либо теоретически.
Общепринятая теория описывает холодную сварку давлением как процесс, при котором атомы металла соединяются между собой на молекулярном уровне, характерном для металлических сплавов. Данное соединение образуется в результате сил притяжения свободных, отрицательно заряженных атомов друг к другу.
Процесс сварки
Когда две металлические детали подходят друг к другу на расстояние в несколько ангстрем (в 1 сантиметре 300 млн. ангстрем), происходит реакция между свободными электронами и ионизированными атомами, которая устраняет потенциальный барьер для образования электронной пары. Это в свою очередь, приведет к образованию сварного соединения.
Более простой способ объяснения этого процесса таков: если рассматривать на уровне атомной структуры две ровные, хорошо зачищенные поверхности состыкованных деталей, получается соединение, близкое по структуре к исходному материалу.
Первоначальное применение
Ручные сварочные клещи CW 10 с возможностью сварки проволоки диаметром от 0.08 мм.
Однако на практике получить подобное соединение фактически невозможно по нескольким причинам, например, из-за неровностей поверхности, органического загрязнения поверхности и присутствия химической пленки, в том числе оксидной. Для получения максимально качественного сварного соединения необходимо удалять любые загрязнения с поверхностей контакта деталей, при этом поверхность соприкосновения деталей перед сваркой должна быть как можно больше.
На первоначальном этапе применения холодной сварки давлением практически всегда было гарантировано радиальное смещение границы между свариваемыми материалами. У данной технологии существовало несколько недостатков: было важно обеспечить плоскостность торцов соединяемых прутков, обе поверхности должны быть очищены от загрязнений, количество материала, который образуется при захвате электродами, было таковым, что могло произойти загибание проволоки, либо отклонение от соосности, тем самым, исключая правильное течение металла.
Принцип многократной осадки
Затем появился метод стыковой сварки, разработанный компанией GEC, который еще называют «принципом многократной осадки». При каждом рабочем движении машины, когда заготовка зафиксирована в электродах, она захватывается данными электродами и подается вперед.
Таким образом, два противостоящих торца материала растягиваются и расширяются по мере движения во встречном направлении. Оксидная пленка и другие посторонние включения выдавливаются из металла, и происходит сварка. Для того чтобы удалить все посторонние включения рекомендуется выполнить минимум 4 цикла осадки.
Преимущества данного вида сварки можно увидеть при практическом применении. При этом методе не нужно предварительно подготавливать к сварке торцы проволоки или прутка, кроме того, подгонка торцов происходит автоматически, когда материал находится в матрице, также нет необходимости нагрева материала, не нужно выдерживать зазор, поскольку он имеется в матрице, и не нужно устанавливать усилие пружины. В случае если вышеуказанные условия не будут соблюдаться, например, при стыковой сварке сопротивлением, то качественное соединение не получится.
Свариваемые материалы
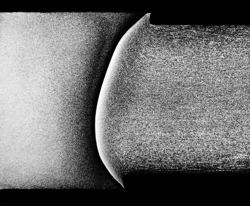
Зона сварки в поперечном разрезе, где медный пруток диаметром 0.315" (8мм) приварен к алюминиевому прутку диаметром 0.374" (9.5мм)
Холодная сварка давлением применяется только для цветных металлов, в крайнем случае, для мягкой стали с очень низким содержанием углерода. Большинство цветных металлов можно сварить холодной сваркой давлением. Самые распространенные из них медь и алюминий, а также различные сплавы, такие как альдрей, сплав марки ЕЕЕ, константан, латунь 70/30, цинк, серебро и его сплавы, никель, золото и другие, которые обладают хорошей свариваемостью. Проволоку с покрытием, в том числе, луженую медь, посеребренные и никелированные прутки тоже можно сваривать друг с другом, либо просто с медью.
Если использовать обычные способы соединения разнородных металлов, таких как медь и алюминий, а именно контактную сварку, сварку трением или пайку с нагревом, то это может привести к разрыву полученного соединения. При соединении двух поверхностей металла, между алюминием и медью сразу же происходит реакция.
Данная проблема возникает скорее из-за присутствия оксидной пленки и воздушной прослойки, которые остаются на стыке двух металлов, чем по причине разнородности структуры металлов. Тем не менее, при холодной сварке давлением все оксиды и воздух выдавливаются из соединения в процессе сварки без тепловложения, и происходят только структурные изменения при температуре окружающей среды.
Холодная сварка давлением является наиболее эффективным способом сварки меди с алюминием, исключающим образование хрупких металлических соединений. Достигается высокое качество сварки, структура материала гораздо лучше литой структуры, которая возникает при сварке плавлением. Также, при этом отсутствует зона термического влияния с нежелательным влиянием на свойства материала.
При проверке прочности соединения большинство людей полагаются на данные машины для испытания на растяжение. Дополнительно можно провести испытание на знакопеременный изгиб. Тем не менее, самый оптимальный способ это протянуть сварное соединение через множество волоков волочильного станка.
Функция матрицы

Сварочная головка и проволока с гратом, образованным при холодной сварке давлением
Матрица играет очень важную роль в процессе холодной стыковой сварки. Прежде всего, зажимные губки должны надежно захватить материал, для чего в канавках наносятся рифления (насечка) электрогравером, либо, если необходимо захватывать алюминиевый пруток большого размера, механическим путем до их термообработки.
Очень важно, чтобы зазор в матрице был правильным. Если зазор слишком большой материал может порваться или погнуться. Зазор устанавливается на производстве и не может быть изменен.
И последнее, концы электродов имеют смещение, что приводит к эффекту отклонения линии вокруг длины окружности прутка. Назначением данного смещения является разделение грата на 2 половинки, что облегчает дальнейшее его удаление, иначе грат образуется в виде кольца и его сложнее будет удалить. Кроме того, концы электрода должны быть достаточно заострены, что, по сути, позволяет подрезать грат вокруг соединения, и в дальнейшем также облегчает его удаление.
Прочность и твердость электродов являются наиболее важными свойствами. В стадии зарождения холодной сварки обычным явлением была поломка электродов. Намного позже была произведена машина для сварки прутка диаметром 8 мм, и основные трудности заключались в приложении необходимых усилий на электроде для больших размеров.


Компания BWE осуществляет разработку и поставку аппаратов для холодной сварки начиная с 1969 года. За это время завод накопил огромный опты и является лидером в данной области. Оборудование этой марки хорошо зарекомендовало себя. Среди его преимуществ – долгий срок службы, простота эксплуатации, безопасность и эффективность.
Машины BWE позволяют добиться удаления всех включений и загрязнений благодаря технологии многократной осадки, применяемой при сварке. Подобная технология позволяет не только получать высококачественные сварные соединения, но и позволяет исключить операции по подготовке торцев перед сваркой, что существенно экономит время.
Широкий спектр оборудования для холодной сварки, который предлагает компания BWE, позволяет решать задачи по сварки большого диапазона диаметров прутка.
Электроды, используемые при сварке, изготавливаются с использованием новейших компьютерных технологий и доводятся вручную, обеспечивая самые высокие стандарты сварки.
Матрицы могут изготавливаться для различных форм профилей, причем только такого сечения, которое допускает применение разжимных электродов из 2-ух половинок - это обеспечит возможность вынимать сваренный пруток из матрицы - а площадь поперечного сечения должна соответствовать мощности машины.
Также существует возможность сваривать проволоку различных диаметров. В действительности, диаметр проволоки большего размера не может превышать диаметр проволоки меньшего размера более чем на 30%. Если медная проволока значительно меньше в диаметре, чем алюминиевая, то она будет просто вдавливаться в нее и сварка не получится.
