Резка круглого проката: автоматические линии резки дисковой пилой высокой производительности
В настоящее время на металлообрабатывающих предприятиях важными факторами, определяющими эффективность заготовительного участка, являются производительность применяемого оборудования, его эксплутационная стоимость, ресурс и стоимость применяемого инструмента, степень автоматизации, а также занимаемая площадь. В некоторых случаях также предъявляются жесткие требования к геометрической точности получаемых на выходе деталей.
По этой причине на мировом рынке металлорежущего оборудования для резки проката, наряду с традиционными ленточнопильными станками, получили широкое распространение автоматические линии резки на базе дискового станка по металлу высокой производительности. Их характеристики обеспечивают соответствие всем предъявляемым требованиям. Сегодня автоматические линии распила становятся популярными и в России.
Линии, как правило, состоят из дискового станка резки твердосплавным инструментом, и автоматического загрузочного стола-накопителя, который осуществляет загрузку и подачу посредством сервопривода материала в зону резания (рис. 1).
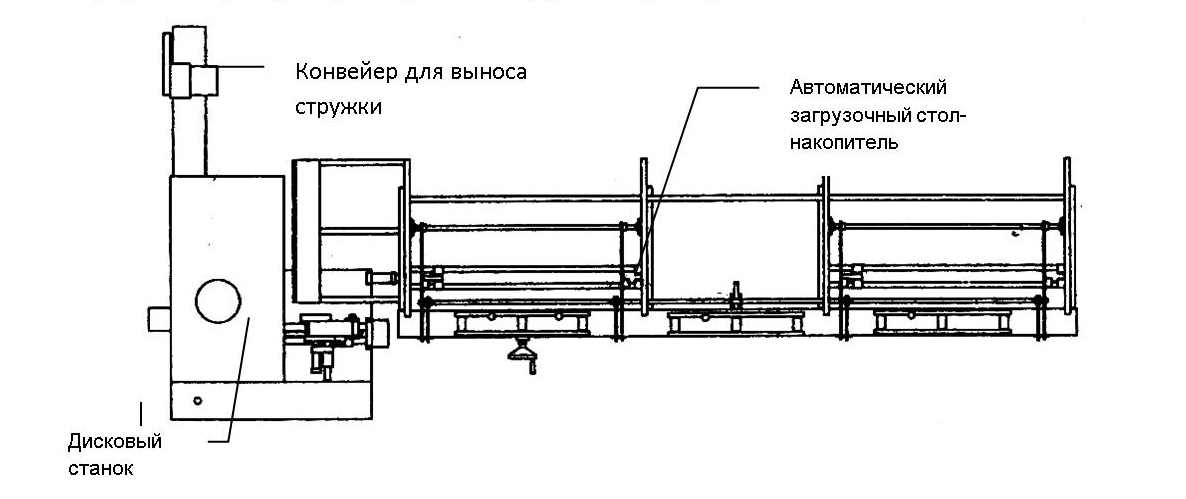
Рис. 1. Схема автоматической линии резки. Вид сверху.
Резка материала производится дисковой пилой с зубьями из твердого сплава (TCT – Tungsten Carbide Tooth) или металлокерамики (CERMET). Сочетание режущих свойств материала зубьев пилы с жесткостью системы станок-пила позволяет производить резку с производительностью, в разы превышающей производительность ленточнопильного станка по металлу (см. Таблицу 1).
Ресурс дисковой пилы диаметром 360 мм с металлокерамическими зубьями (CERMET) количеством 60/80 шт. составляет порядка 30-50 м2 суммарного сечения резов стали 45 (сплошное сечение заготовки - пруток) в зависимости от режимов резания.
В качестве охлаждения используется воздушно-масляный туман, хотя опционально станок может комплектоваться традиционной системой подачи СОЖ (в некоторых случаях применение СОЖ является более эффективным).
Подача дисковой пилы производится сервоприводом, контроль режимов резания и всех параметров резки осуществляется ЧПУ. Во время реза отрезаемой часть фиксируется гидравлическими тисками по вертикали и горизонтали.
Дисковые станки комплектуются автоматическим сортировочным лотком, который производит разделение рабочих деталей от торцовочной части (обрезок) и остатка.
Таким образом, линии резки осуществляют непрерывную резку материала в полностью автоматическом режиме с минимальным участием оператора. Необходимо лишь следить за наличием прутков на столе-накопителе, и пополнять его по мере опустошения.
Особенности автоматических линий резки дисковой пилой:
- высокая производительность резки (до 500 см2/мин по стали 45);
- высокое качество отрезаемой поверхности (класс шероховатости не хуже IV);
- высокая точность отрезаемой длины (+/- 0,05 мм);
- возможность непрерывной работы в 3-сменном режиме;
- полная автоматизация процесса резки (включая сбор готовых деталей в тару).
Компания Everising Machine Co. (www.everising.com) – всемирно известный производитель, который на протяжении 30 лет специализируется на производстве станков для резки металла промышленного применения, включая автоматические линии резки дисковой пилой.
Благодаря совместным разработкам ведущих производителей твердосплавных дисковых пил и производителей оборудования для резки металла, на рынке появились специальные дисковые пилы для высокопроизводительной резки труб. Это позволяет использовать станки также для высокопроизводительной резки труб.
Все стандартные модели станков Everising могут комплектоваться специальными устройствами для резки труб; такими как устройство для регулировки усилия зажима тисков, воздуходувное устройство для выдува стружки из зоны резания внутренней части трубы.
Весной 2013 года компания представила новую серийную модель Р-230В с максимальным диаметром пиления 230 мм.
Ниже приведена сравнительная таблица основных параметров при применении автоматического ленточнопильного станка по металлу и автоматической линии резки дисковой пилой для резки одного и того же материала:
Таблица 1
| Автоматический ленточнопильный станок двухколонного типа | Автоматическая линия резки дисковой пилой | |
| Модель | Everising H-460HA | Everising P-100B |
| Материал | Сталь 35 | Сталь 35 |
| Диаметр заготовки, мм | 80 | 80 |
| Отрезаемая длина, мм | 100 | 100 |
| Исходная длина прутка, мм | 6000 | 6000 |
| Материал режущего зуба | Быстрорежущая сталь | Металлокерамика (CERMET) |
| Ресурс инструмента*, м2 | ~ 10-15 | ~ 30-50 |
| Возможность перезаточки | Нет | Да |
| Толщина пропила* (с учетом разводки зубъев), мм | 1,6 – 1,8 | 2,5 – 2,6 |
| Геометрия сечения распила | Пакет 3*2, всего 6 шт. | Одиночная заготовка, 1 шт. |
| Рабочая производительность*, см2/мин | 70-100 | 350-500 |
| Выход деталей*, шт./час | ~ 80 | ~ 250 |
| Класс шероховатости* | II-III | V-VI |
| Точность резки по длине, мм | +/- 0,1 | +/- 0,05 |
*Приведенные данные являются ориентировочными, на практике могут отличаться от указанных.
Таким образом, одна автоматическая линия резки дисковой пилой по производительности эквивалентна нескольким автоматическим ленточнопильным станкам.
Подобные линии используются как правило в тех случаях, когда требуется высокая производительность - выход деталей в час, измеряемый тысячами штук в смену, а также когда требуется высокая точность по длине отрезаемой заготовки и/или высокое качество поверхности реза.
Благодаря своим особенностям и преимуществам такое оборудование используется в основном на кузнечно-прессовых предприятиях, подшипниковых производствах, в автомобилестроении и на металлоцентрах.
В России и СНГ официальным представителем компании Everising является компания «Вебер Комеханикс». Помимо металлорежущих станков «Вебер Комеханикс» поставляет широкую номенклатуру металлообрабатывающего оборудования, в том числе оборудование для раскроя и гибки листового металла, штамповки, обработки труб, профиля и проволоки, сварочное оборудование, а также робототехнику. Получить подробную информацию по этим и другим видам металлообработки Вы сможете по тел.: +7 (495) 925-88-87 и по электронному адресу weber@weber.ru. www.weber.ru.
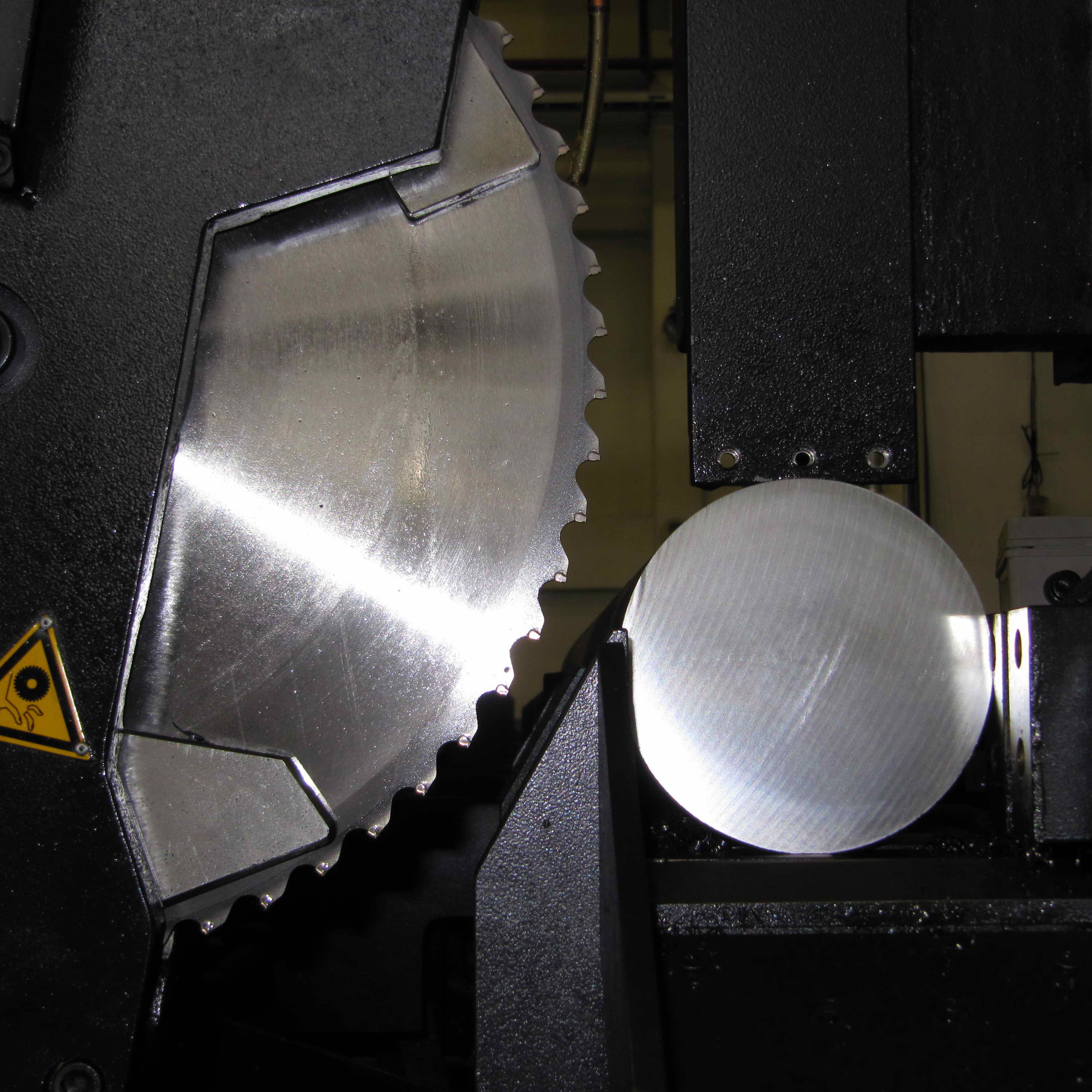
Рис. 2 - Резка проката дисковой пилой. Материал зуба – металлокерамика
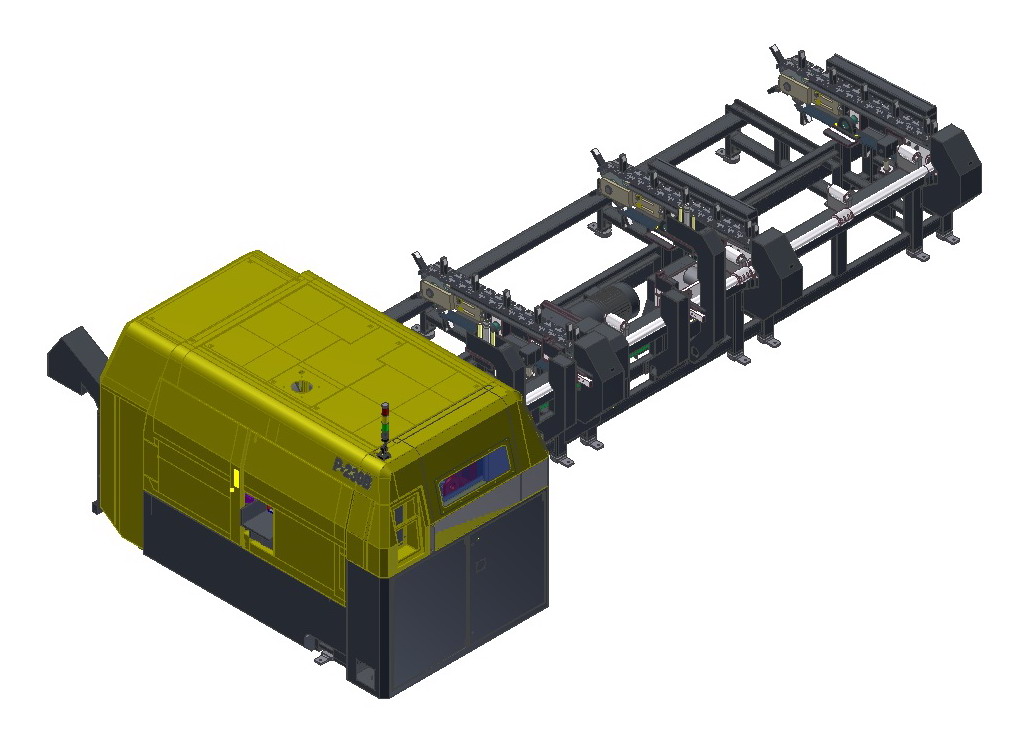
Рис. 3 - Автоматическая линия резки Р-230В

Рис. 4 - Автоматический загрузочный стол-накопитель. Вид сзади

Рис. 5 - Автоматический дисковый станок EVERISING P-230B»
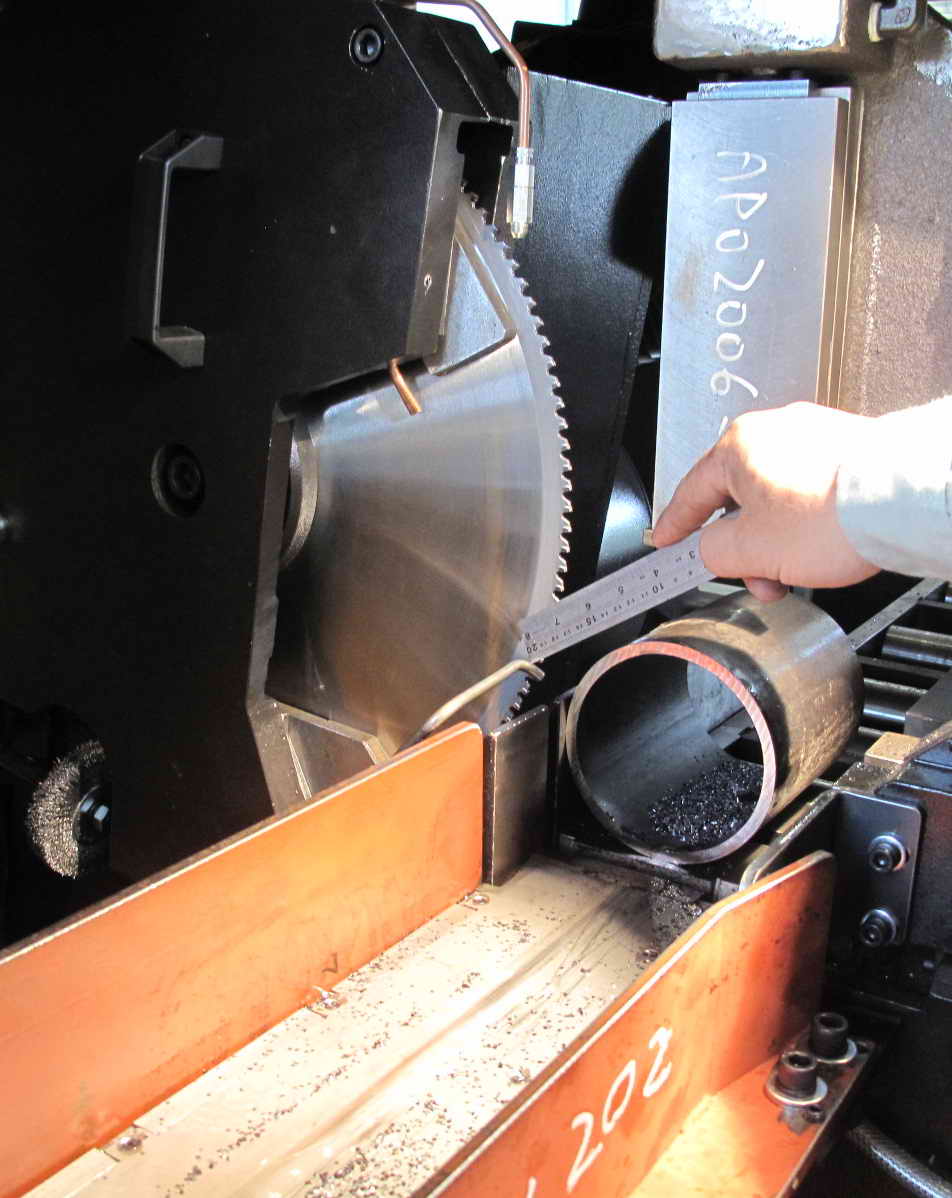
Рис. 6 - Резка трубы дисковой пилой
