Автоматические трубогибочные станки с ЧПУ и сервоприводом SOCO серии 4А


Производитель: SOCO
Автоматические станки среднего ценового диапазона обеспечивают высокую точность, повторяемость и качество производимых изделий. Станки данной модели полностью электрические и не используют гидравлическое масло. В отличие от станков с гидравлическим приводом консоли станки серий 3А имеют сервопривод, что обеспечивает более высокую производительность, отсутствие шумов, хорошую плавность хода консоли (программируемое ускорение/торможение), более высокую точность гибки. Станки данной серии имеют ряд конструктивных особенностей: они не используют цепной или реечный привод, как в большинстве станков конкурентов, а имеют запатентованную редукторную передачу (тип S-DGT), что на порядок увеличивает ресурс консольного блока и КПД всей передаточной системы. Благодаря «свешенной» конструкции подающей каретки обеспечивается гибка изделий сложных форм. На станках данной серии гибка производится с помощью сервопривода, что имеет ряд неоспоримых преимуществ перед гидравлическими приводами: бесшумность, более высокая точность и производительность, самая высокая надежность и долговечность, энергоэффективность.
Станки серии SB-12×3A-2S имеют 2 гибочные головки, которые гнут трубу методом намотки (то есть с фиксированными радиусами).
Основные технические характеристики
Основные технические характеристики
| Модель | SB-30*4А-2S | SB-39*4А-2S | SB-51*4А-2S | SB-63*4А-2S | SB-80*4А-2S |
| Основные технологические возможности | Технические характеристики | ||||
| РАЗМЕРЫ ЗАГОТОВОК | |||||
| Максимальный размер трубы(гибка обычной стали 1,5D), мм | 30*1,5 | 38,1*3,2 | 50,8*2,8 | 63,5*2,5 | 76,2*2 |
| Максимальный размер трубы (гибка нержавейки 1,5D) | 25,4*1,2 | 38,1*2,2 | 50,8*1,9 | 63,5*1,9 | 76,2*1,5 |
| ПАРАМЕТРЫ | |||||
| Максимальная длина устанавливаемой трубы,мм | 2670 | 3850 | 3700 | 3700 | 4600 |
| Максимальная длина подачи,мм | 1800 | 2600 | 3000 | ||
| Тип подачи трубы: поступательный/с перехватом | да/да | ||||
| Радиус гиба методом намотки,мм | 120 | 180 | 250 | ||
| Максимальная разница между радиусами гибочных головок (R2-R1),мм | 38 | 50 | 75 | 80 | |
| Максимальный угол гиба,градусы | 190 | ||||
| ПАРАМЕТРЫ ПРИВОДОВ | |||||
| Количество ЧПУ координат в станке | 4 | ||||
| Максимальная скорость гибки,градусы/с | 180 | 125 | 80 | 90 | |
| Максимальная скорость подачи трубы,мм/с | 1500 | 1000 | 980 | 1000 | |
| Максимальная скорость вращения трубы,градусы/с | 300 | 200 | 180 | ||
| Точность гибки,градусы | ±0,05 | ||||
| Точность подачи трубы,мм | ±0,05 | ||||
| Точность вращения трубы,градусы | ±0,05 | ||||
| Горизонтальное перемещение гибочной консоли,мм | ±0,05 | ||||
| Мощность сервоприводов гибки трубы,кВт | 3,5 | 5 | 7 | 11 | 15 |
| Мощность сервоприводов подачи трубы,кВт | 1 | 2 | 3,5 | ||
| Мощность сервоприводов вращения трубы,кВт | 0,4 | 0,5 | 1 | 1,5 | |
| Усилие каретки в бустерном режиме,кгс | 46 | 190 | 190 | ||
| Гибочный момент,кгс*м | 102 | 242 | 535 | 850 | 1150 |
| Мощность моторы помпы,кВт | 3,75 | 5,6 | 7,5 | 7,5 | 15 |
| Полная мощность станка,кВт | 13,4 | 19,5 | 24,4 | 30,4 | 47,7 |
| Объем рабочего масла,л | 50 | 185 | 200 | 230 | 150 |
| ГАБАРИТНЫЕ РАЗМЕРЫ И ВЕС | |||||
| Габариты(Д*Ш*В),мм | 338*95*125 | 480*134*128 | 500*150*150 | 500*150*150 | 700*230*200 |
| Вес нетто,кг/с | 1850 | 2750 | 2990 | 3050 | 8600 |
| Требования к электропитанию | 380В/50ГЦ/3 фазы | ||||
Конструктивные особенности
 Мощная станина обеспечивает жесткость конструкции и точность взаимодействия узлов. Станок устанавливается на виброопоры с удобной системой регулировки высоты.
Мощная станина обеспечивает жесткость конструкции и точность взаимодействия узлов. Станок устанавливается на виброопоры с удобной системой регулировки высоты.
На станках данной серии гибка производится сервоприводом, что имеет ряд неоспоримых преимуществ перед гидравлическими приводами: бесшумность, более высокая точность и производительность, самая высокая надёжность и долговечность, энергоэффективность.
Надежные сервоприводы от Mitsubishi (Япония): гибка, подача и вращение трубы, горизонтальное перемещение гибочной консоли.
Привод гибочной консоли осуществляется через закрытую прямую редукторную передачу (DGT – патент SOCO), что обеспечивает более высокую жесткость и надежность конструкции, точность гибки, и меньшие габариты гибочной консоли для увеличения рабочего пространства станка.
Станок имеет четыре ЧПУ-программируемые оси: гибка, подача и вращение трубы, поперечное перемещение гибочной консоли, использующие надежные сервомоторы и сервоприводы от Mitsubishi (Япония), точность позиционирования ±0,05 мм/±0,05°. Остальные оси имеют гидро/пневмопривод и также управляются ЧПУ станка.
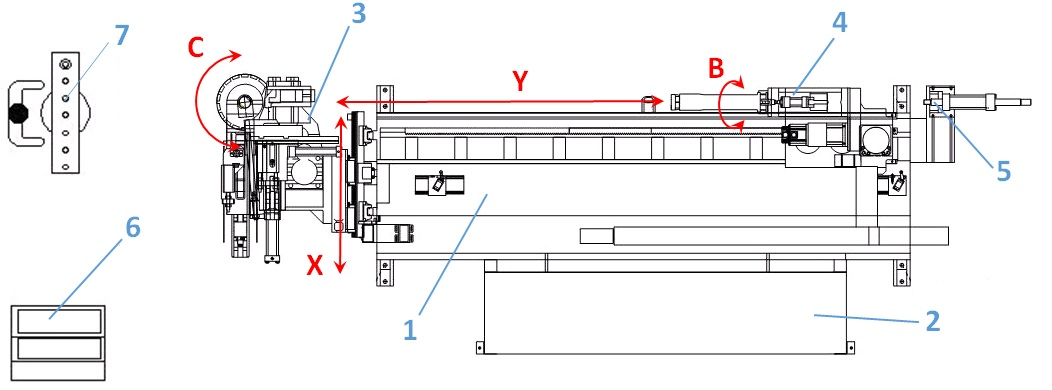
С – гибка; В – вращение; Y – подача; Х – поперечное перемещение гибочной консоли.
1 – станина; 2 – электрошкаф; 3 – гибочная консоль; 4 – каретка подачи; 5 – штангодержатель;
6 – стойка ЧПУ; 7 – выносная панель управления.
Схема расположения ЧПУ программируемых осей и основных узлов станка SB-30×4A-2S
Ось
Название
Регулируемый параметр ЧПУ
С
Гибка
Угол гибки, скорость гибки
B
Вращение
Угол вращения, скорость вращения
Y
Подача
Перемещение, скорость перемещения, усилие по углу гиба
Х
Поперечное перемещение гибочной консоли
Перемещение, скорость перемещения (удобство работы,быстрота настройки станка)
- Сторонняя конструкция подающей каретки и гибочной консоли позволяет изготавливать изделия более сложной формы благодаря большему рабочему пространству.
- Четырехкулачковый цанговый зажим обеспечивает надежную фиксацию трубы в подающей каретке.
- Все электрические компоненты станка расположены в изолированном электрошкафу для уменьшения воздействия окружающей среды.
- Станки оснащены автоматической системой смазки дорна и приводом подачи хвостового прижима, который гарантирует отсутствие царапин от проскальзывания трубы относительно зажимов оснастки, что особенно актуально при работе с такими материалами, как: нержавеющая сталь, алюминий, титан и т. д.
- Привод отвода дорна позволяет получать изделия с минимальной овальностью.
- Полуавтоматическая централизованная система смазки ответственных узлов станка для удобства работы и обслуживания станка.
- Простой, удобный и логически понятный софт для всестороннего контроля за процессом гибки.
- Охлаждение гидравлического масла - воздушное через вынесенный масляный радиатор с термостатом.

Система управления ЧПУ
- ЧПУ управление станком производится с помощью индустриального компьютера (тип IPC). Программа имеет удобный графический интерфейс, полностью русифицирована. Обеспечивается возможность пограммирования до 50 изгибов на 1 изделие, запись программ на USB или HDD. Винчестер емкостью 80 Гб позволяет сохранять до 2 000 000 файлов.
- Индивидуально программируемые оси.
- Карта навигации для легкого перемещения по функциям, проверки данных, устранения неполадок и т. д.
- Графическая интерпретация вводимых параметров для удобства понимания настроек станка.
- Автоматический расчет зон интерференции по размерам трубы и оснастки.
- Автоматический расчет коэффициента пружинения трубы для каждого угла гиба.
- Автоматический расчет удлинения трубы и времени цикла гибки.
- Программирование изделия в относительных (подача, поворот, гибка) и абсолютных (декартовых) координатах.
- Автоматический перевод данных из относительных в абсолютные координаты и обратно.
- Подача трубы кареткой как поступательным методом, так и с перехватом для короткого остатка.
- Использование каретки подачи в режиме «бустер» для гибки с радиусом менее 1,5D трубы, а также при необходимости для контроля утонения внешней стенки. Контроль величины усилия «бустера» на протяжении всего угла гиба. Режим обучения (Overmode) для программирования последовательности работы главных осей (подача, поворот, гибка) при гибке изделий сложной формы.
- Ручной, полуавтоматический и автоматический режим работы станка.
- Удобные файл менеджеры оснастки и программ гибки.
- Вывод графического 3D изображения запрограммированной детали.
- Работа с измерительными системами (Romer, Cimcore Hexagon, Faro и AICON), что позволяет автоматически вводить координаты изделия напрямую с измерительной системы и корректировать процесс гибки.
- Программирование заданной очерёдности изделий в автоматическом режиме (до 4 файлов), например, когда необходимо производить «комплектами» (т. е. 2 ножки + 1 спинка = готовый стул).
- Удобные функции работы с изделием, такие как построение зеркального контура (левая / правая детали), автоматический пересчёт программы при начале гибки с другого конца изделия и т.д.
- Программируемое извлечение дорна (опция).
- Электронная самодиагностика станка с выводом ошибки на экран.
- Уровень допуска пользователя для ограничения доступа сотрудников к программируемым функциям станка (до 50 человек, 3 программируемых уровня).
- Удобный эмулятор гибки, что позволяет просматривать на экране процесс гибки заданного изделия, с контролем проходимости детали и расчётом времени производства с учетом оснастки и габаритов трубы (опция).
- AutoCAD конвертер чертежей (опция).
- Дополнительное отдельное рабочее место технолога (опция).
- Производственная отчетность для контроля эффективности работы станка (опция).
Комплектация и опции
Базовая комплектация станка
- Стойка ЧПУ на базе IPCс 15”монитором TouchScreen.
- Лицензия на ПО SOCObending.
- Выносная панель управления.
- Инструкция по эксплуатации и техническому обслуживанию станка на русском языке.
- Набор ручного инструмента.
Дополнительная комплектация станка
- Узел для автоматической пробивки отверстий в трубах. Пробивка в заготовке может быть односторонняя или сквозная. (Диаметр пробиваемого отверстия, толщина стенки и материал обрабатываемой трубы оговариваются отдельно при получении технического задания возможна Ø5,5, Ø6,5, Ø8,5 мм).
- В зависимости от условий эксплуатации электрический шкаф снабжается системой подогрева или охлаждения.
- В соответствии с техническим заданием опционально может устанавливаться специальный цанговый захват каретки для гибки трубопроводов с соединительными элементами на концах (ниппели, гайки, и т.п.).
