Автоматическая линия цементации нитроцементации, закалки, мойки и отпуска TT STC


Производитель: UTTIS
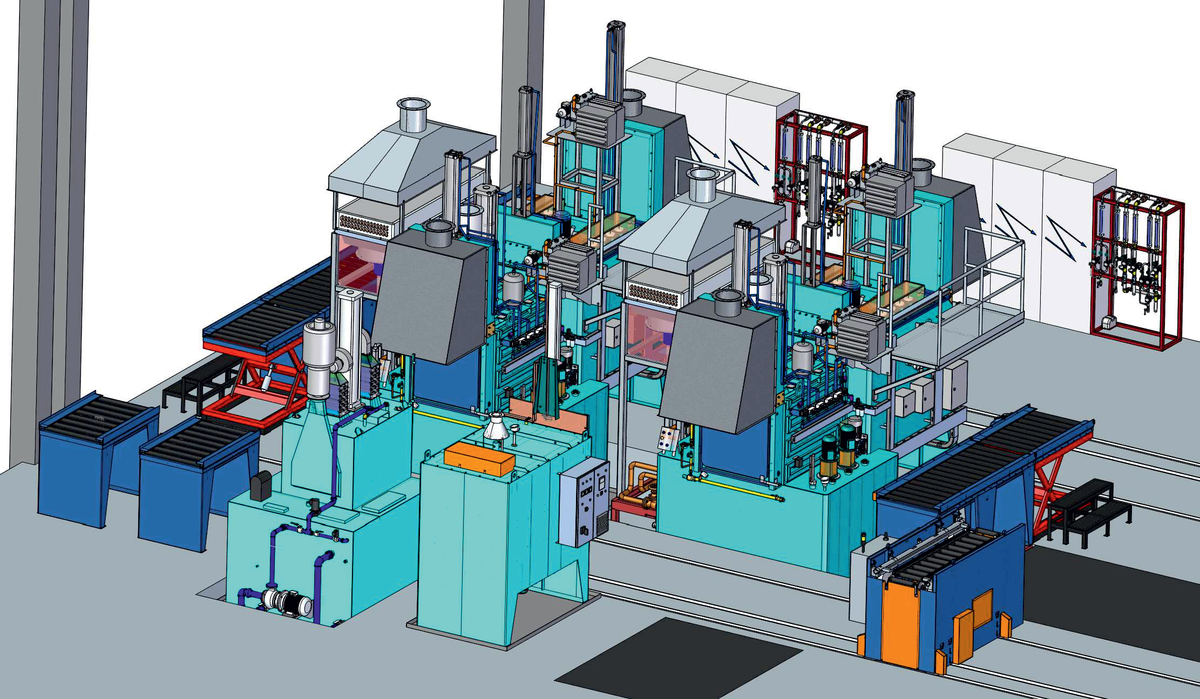
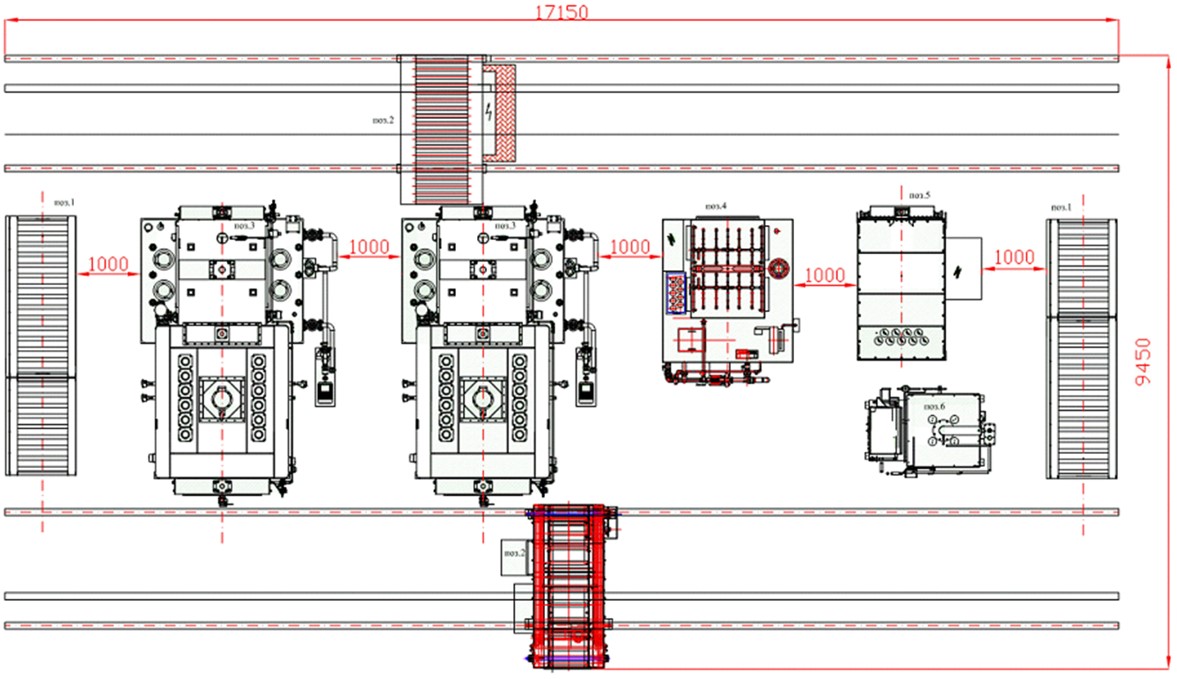
Комплекс автоматического масштабируемого модуля ХТО и ТО создан на базе печи типа CBUT.
Основные технические характеристики
| Модель | CBUT 10 - 12x10x9-E | MSD- 12x10x9-E | CE 7- 12x10x9-E | GEN 40-E E |
| Полезные размеры, Д×Ш×В мм | 1200×1000×900 | 1200×1000×900 | 1200×1000×900 | 1200×1000×900 |
| Максимальная масса садки, кг | 1000 | 1000 | 1000 | 1000 |
| Максимальная рабочая температура, °С | 1000 | − | 700 | − |
| Потребляемая мощность, кВт | 200 | 160 | 76 | 55 |
| Нагрев | Электрический | Электрический | Электрический | Электрический |
| Контроль температуры | Цифровой (программируемый) | |||
| Электропитание | 3 × 400 В 50 Гц | 3 × 400 В 50 Гц | 3 × 400 В 50 Гц | 3 × 400 В 50 Гц |
Конструктивные особенности
Полностью автоматизированная линия объединяет в себе все наработки компании Uttis в области применения традиционной технологии газовой цементации с последующей термообработкой на современном оборудовании с использованием соответствующего аппаратного и программного обеспечения, что позволяет получать отличные результаты по основным качественным показателям:
- характеристикам и точности распределения упрочненного слоя;
- сохранению геометрии обрабатываемых изделий;
- производительности оборудования при высокой повторяемости всех параметров процессов.
Изменение некоторых конструктивных элементов линии ХТО и ТО с печами камерного типа с интегрированной закалочной ёмкостью позволило успешно удовлетворить высокие технологические требования (0,08 мм разница глубины цементационного слоя, измеренная на 9 деталях в 9 точках, твердость после закалки в диапазоне 58-62 HRC замеренная в 9 деталях в 9 точках с допуском 1 HRC и минимальными деформациями).
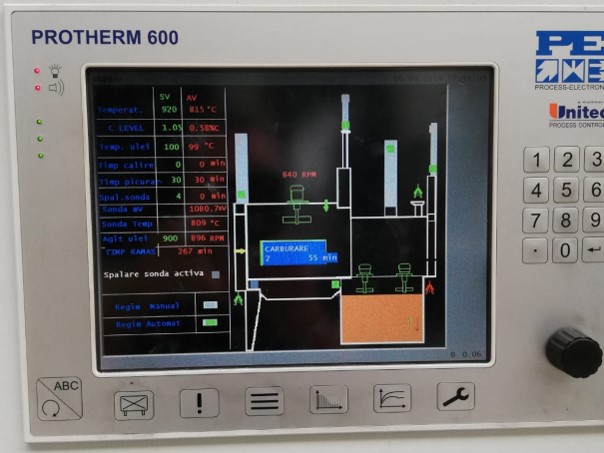
В соответствии с требованиями для автоматического управления технологическим процессом используется контроллер Siemens S7-300, которым оборудован каждый элемент линии. Для печей типа CBUT 10 12x7.5x7- E в качестве контроллера процесса используется Protherm 600. Он позволяет устанавливать программы и контролировать температуру в печи, углеродный потенциал, температуру закалочной среды и скорости мешалок масла. Контроллер, укомплектованный PID-регуляторами, позволяет отследить изменения и отклонения параметров температуры в печи, углеродного потенциала, температуры масла, в текущих значениях во время выполнения программы (онлайн), так и после ее завершения (офлайн). Контроллер хранит все эти значения в течение заданного периода. Также индуцируется прогнозные диаграммы глубины слоя, его твердости, распределение углерода и т. д. Для измерения углеродного потенциала в печи используется кислородный зонд.
Начальная тестовая корректировка углеродного потенциала осуществляется «фольговым» методом. Точность настройки по «фольговому методу» и уставки регулятора – не более 0,05%C. После внесения данных в контроллер Protherm 600 коррекция регулировки углеродного потенциала, осуществляется автоматически.
