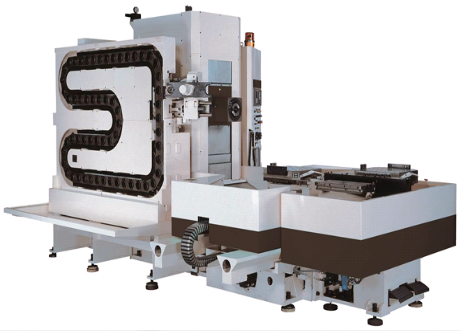
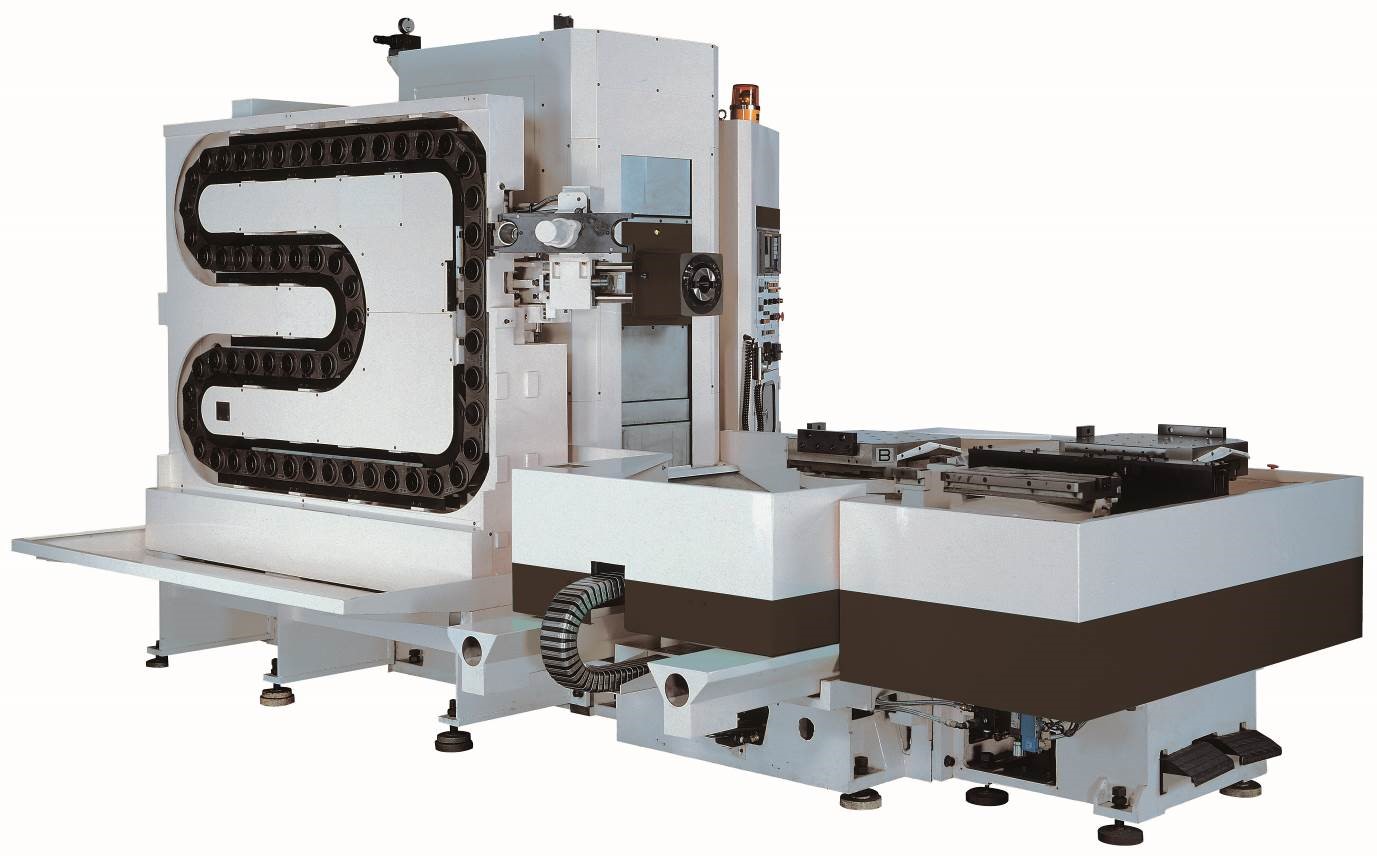
Двухпаллетный горизонтальный фрезерный обрабатывающий центр серии DCH

Производитель: DYNO SEIKI
Станки серии DCH являются одними из самых популярных. Более 1000 станков этой серии уже много лет успешно работают в различных странах мира. Модели DCH-500/630/800 спроектированы по классической схеме с линейной сменой двух независимых паллет (DCH-500, DСН-800 могут быть поставлены в варианте с шестью паллетами) и предназначены для обработки таких деталей, как корпуса редукторов и пр., совмещая достаточно жесткие режимы при достижении высоких показателей точности. Система смены паллет значительно снижает вспомогательное время на установку/снятие деталей.
Основные технические характеристики
Основные технические характеристики
| Модель | DCH-500 | DCH-630 | DCH-800 | DCH-1250 |
| Количество паллет, шт. | 2(6) | 2 | 2(6) | 2 |
| Мин. угол поворота паллеты, в градусах | 1 | 1 | 1 | 1 |
| Размер паллеты, мм | 500х500(630х630) | 630х630 | 800х800(1000х1000) | 1250х1250 |
| Перемещения по осям Х/Y/Z, мм | 750/650/600 | 1000/800/800 | 1350/1000/1000 | 1800/1500/1300 |
| Максимальная нагрузка на паллет, кг | 800 | 1000 | 2000 | 4000 |
| Быстрые перемещения по осям Х/Y/Z, мм | 15/15/15 | 24/24/24 | 10/10/10 | 15/15/15 |
| Хвостовик инструмента | ВТ50/ BT40 | BT50 | ||
| Максимальная скорость вращения шпинделя, об/мин |
BT50: 6000 (10000) BT40: 10000 |
6000 | 6000 (10000) | 3500 |
| Мощность главного двигателя (номинал/30 мин) |
BT50: 15/18,5 BT40: 7,5/11 |
15/18,5 | ||
| Вес нетто, кг | 15000 | 18000 | 24000 | 40000 |
Конструктивные особенности
Конструктивные особенности
 Станина, колонна, шпиндельная бабка - цельнолитые из специализированного чугуна класса «Meehanite», и имеют развитое оребрение. Направляющие скольжения выполнены из стали, заформовываются при литье, и закалены до 63HRC.
Станина, колонна, шпиндельная бабка - цельнолитые из специализированного чугуна класса «Meehanite», и имеют развитое оребрение. Направляющие скольжения выполнены из стали, заформовываются при литье, и закалены до 63HRC.
Литые элементы проходят процедуру искусственного и естественного старения.
Суммарное время процесса искусственного старения составляет 32 часа.
После искусственного старения, все отливки проходят естественное старение в течение 3-6 месяцев.
Применяемая технология искусственного старения:
-
нагрев в течение 2 часов до 400°С, с последующей выдержкой в течение 1 часа;
-
нагрев в течение 3 часов от 400 до 580°С;
-
выдержка при температуре 580°С в течение 4,5 часов;
-
охлаждение со скоростью 50°С/час от 580 до 430°С;
- естественное охлаждение от 430°С до температуры окружающей среды.
Обработка ответственных отверстий шпиндельной бабки производится на прецизионном расточном станке YASDA, в условиях термостатированного помещения. После сборки, шпиндельная бабка поступает на тестовый стенд, где в течение 24 часов контролируются температура, уровень шума и вибрации при различных режимах и нагрузках с занесением результатов в базу данных.
В базовую комплектацию включена активная жидкостная система термостабилизации шпинделя.
Шарико-винтовые пары (ШВП) по всем осям собраны с преднатягом, и имеют прямой привод от двигателя через муфту. Ошибки шага ШВП измеряются с использованием лазерной системы фирмы Agilent Technologies (страна изготовления - США), корректирующие значения заносятся в память системы ЧПУ. В связи с большой массой колонны, для направляющих оси Z применяется пневморазгрузка, что не только улучшает точность за счет отсутствия скачкового эффекта, но и существенно снижает износ антифрикционного покрытия Turcite-B.
Комплектация и опции
Базовая комплектация станка
- Система ЧПУ Fanuc 0i-MF с 8,4" - цветным LCD-дисплеем
- Максимальная скорость вращения шпинделя 6 000 об/мин, передача через 2ух ступенчатый зубчатый редуктор, мощность двигателя 15 кВт (const) / 18,5 кВт (30 мин)
- Инструментальный магазин на 60 позиций
- Кабинетное ограждение рабочей зоны
- Пистолет подачи СОЖ
- Пистолет подачи воздуха
- Паллета 500 х 500
- Подача СОЖ сквозь шпиндель
- Оптические линейки Heidenhian на оси Х, Y, Z
- Роликовые направляющие качения
- Транспортер стружки спирального (шнекового) типа
- Трансформатор
- Система охлаждения шпинделя
- Комплект документации на станок: Руководство по эксплуатации станка, сервисному обслуживанию на русском и английском языках. Каталог запасных частей и сборник электрических схем на английском языке. Комплект документации по системе ЧПУ Fanuc 0i-MF на русском языке: руководство пользователя, руководство по обслуживанию, руководство по параметрам системы.
Дополнительная комплектация станка
- ЧПУ Fanuc 31iMB или Heidenhain iTNC-530
- Цветной ЖК 10.4" дисплей ЧПУ вместо 8,4"
- Пакет Manual guide I
- AICC II (упреждающий расчет на 200 блоков) вперед, для ЧПУ Fanuc 0i-M
- Сепаратор масла от СОЖ (Oil skimmer)
- Подача СОЖ сквозь шпиндель, 50 бар
- Data server 2GB
- Магазин инструмента на 90 и 120 позиций
- Устройство замера длины инструмента
- Измерительная головка (щуп) Renishaw OMP60
- Увеличение мощности привода шпинделя до 18,5/22,5 кВт или 22,5/25,7 кВт (const /30 min)
- Паллета 630 х 630 мм
- Шпиндель 10 000 об/мин 15/18,5 кВт (const /30 min) с прямой передачей и конусом ВТ 40 или ВТ 50
- Ось В (непрерывный поворот паллеты с дискретностью 0,001о
- Оптическая линейка Рушвутршфт для оси В
- Дополнительные паллеты 500х500 мм
- Система смены паллет, 6 позиций
