Токарные станки с ЧПУ моделей DS-400 / DS-430



Производитель: DYNO SEIKI
Горизонтальные токарно-револьверные станки с ЧПУ модели DS-400 предназначены для обработки крупногабаритных деталей. Передовые технологии, высокое качество узлов и компонентов в сочетании с жесткостью конструкции и высокой мощностью.
Привод шпинделя осуществляется с помощью автоматической двухступенчатой коробки передач. Есть возможность установки приводной револьверной головки и C-оси, задней бабки или противошпинделя, Y-оси, что значительно расширяет технологические возможности станка.
Основные технические характеристики
Основные технические характеристики
| Модель | DS-400 / 400L / 400L2 / 400L3 | DS-430 / 430L / 430L2 / 430L3 |
| Основные технологические возможности | Технические характеристики | |
| Максимальный диаметр устанавливаемого изделия, мм | ø770 | |
| Максимальный диаметр точения, мм | ø620 | |
| Максимальная длина точения, мм | 819 / 1 569 / 2 369 / 3 169 | |
| Диаметр патрона, дюйм | 15ʺ | 20ʺ |
| Максимальный диаметр прутка, мм | ø115 | ø165 |
| шпиндель | ||
| Отверстие в трубе-тяге, мм | ø118 | ø165,5 |
| Отверстие в шпинделе, мм | ø130 | ø190 |
| Диаметр подшипников шпинделя, мм | ø180 / 160 | ø240 / 220 |
| Гидроцилиндр, дюйм | 15ʺ | 20ʺ |
| Торец шпинделя, мм | а2-11 | а2-15 |
| Модель двигателя привода шпинделя | fanuc α 30 / 6000i | |
| Мощность двигателя привода шпинделя, квт (const./30 min) | 30 / 37 | |
| Передача двигателя-шпиндель | 2-ступенчатая коробка передач | |
| Передаточное отношение | 1:3 / 1:6 | 1:5 / 1:10 |
|
Диапазон скоростей вращения шпинделя, об/мин 1 диапазон 2 диапазон |
10–1 000 20–2 000 |
6–600 12–1 200 |
|
Крутящий момент на шпинделе (const./30 min), н×м 1 диапазон 2 диапазон |
1 463 / 1 805 739 / 911 |
2 370 / 2 923 1 197 / 1 475 |
| c-ось (опционально) | ||
| Крутящий момент, н×м | 1 805 | 2 923 |
| x, z оси | ||
| Максимальная величина перемещения по оси x, мм | 350 | |
| Максимальная величина перемещения по оси z, мм | 850 / 1 600 / 2 400 / 3 200 | |
| Быстрые перемещения по осям x, м/мин | 24 | |
| Быстрые перемещения по осям z, м/мин | 24 / 24 / 16 / 12 | |
| Диапазон рабочих подач | 1 – 4 800 | |
| Двигатель привода оси x | fanuc α 30 / 3000i | |
| Двигатель привода оси z | fanuc α 30 / 3000i | |
| Диаметр, мм / шаг швп по оси x | ø 36 / шаг 10 | |
| Диаметр, мм / шаг швп по оси z | ø45 – шаг 10 / ø45 – шаг 10 / ø63 – шаг 10 / ø63 – шаг 16 | |
| Усилие (const.) по осям x, кг | 1 921 | |
| Усилие (const.) по осям z, кг | 1 921 / 1 921 / 1 801 / 1 801 | |
| револьверная головка (штатная неприводная) | ||
| Количество позиций револьверной головки | 12 | |
| Двигатель привода (вращение барабана) | ß 8 / 3000is | |
| Скорость смены инструмента, с | 0,3 соседние позиции / 0, 8 поворот на 180° | |
| Точность позиционирования/повторяемость | ± 0,00069° / ± 0,00027° | |
| Сечение державки инструмента, мм | 32×32 | |
| Максимальный диаметр хвостовика осевого инструмента, мм | ø60 | |
| револьверная головка с приводом инструмента (опционально) | ||
| Количество позиций револьверной головки | 12 | |
| Количество приводных позиций револьверной головки | 12 | |
| Мощность двигателя приводного инструмента, квт | 5,5 / 7, 5 (α 6 / 10 000i) | |
| Двигатель привода (вращение барабана) | ß 12 / 3 000is | |
| Скорость смены инструмента, с | 0,3 соседние позиции / 0,8 поворот на 180° | |
| Сечение державки инструмента, мм | 25×25 | |
| Максимальный диаметр хвостовика осевого инструмента, мм | ø50 | |
| Максимальный диаметр приводного инструмента, мм | 26 (er 40) | |
| Диапазон скоростей вращения, об/мин | 40–4 000 | |
| задняя бабка (опционально) | ||
| Тип конуса задней бабки | км 5 (6-опц.) | |
| Диаметр пиноли / ход пиноли | ø 120 / 150 | |
| Перемещение задней бабки | неподвижная / 550 / 1 140 | |
| Программируемое перемещение пиноли / корпуса задней бабки | 650 / 1 400 / 2 200 / 3 000 | |
| Общие данные | ||
| Точность позиционирования / повторяемость, мм | ± 0, 005 / ± 0, 003 | |
| Стандартная (базовая) система чпу | fanuc oi-t | |
| Напряжение / мощность, квт | ac 200 / 220 +10% до 15% 3х фазный / 65 | |
| Вес нетто, кг | 8 000 / 11 000 / 13 500 / 16 000 | |
Конструктивные особенности
Конструктивные особенности
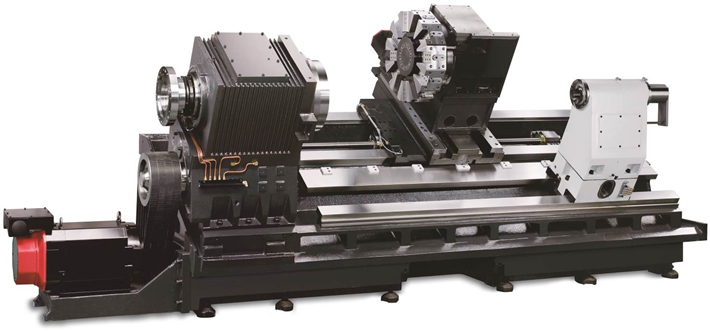
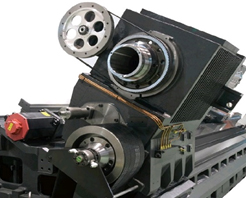
DS-400 – токарно-револьверный станок классической компоновки с направляющими оси Z, расположенными в наклонной плоскости. Наклонное расположение направляющих оси X обеспечивает высокую жесткость и условия для оптимального отвода стружки. Ременно-зубчатая передача в трансмиссии привода главного движения позволяет полностью реализовать возможности двигателя как по скорости, так и по крутящему моменту.
Станина, передняя бабка и детали суппорта — цельнолитые из специализированного чугуна класса Meehanite (Тайвань) и имеют развитое оребрение.
Передняя бабка крепится на станине с помощью болтового соединения.
Литые элементы проходят процедуру искусственного и естественного старения. Суммарное время процесса искусственного старения составляет 32 часа. Применяемая технология искусственного старения:
- нагрев в течение 2 часов до 400°С, с последующей выдержкой в течение 1 часа;
- нагрев в течение 3 часов от 400 до 580°С;
- выдержка при температуре 580°С в течение 4,5 часов;
- охлаждение со скоростью 50°С/час от 580 до 430°С;
- естественное охлаждение от 430°С до температуры окружающей среды.
После искусственного старения все отливки проходят естественное старение в течение 3−6 месяцев.
Механическая обработка отлитых компонентов производится на фрезерных станках OKUMA, Mitsui Seiki, YASDA.

Направляющие скольжения по всем осям закалены до HRC 53−55 на глубину 1,5−2 мм.
Охватывающие поверхности направляющих и привалочные плоскости основных узлов проходят процедуру шабрения. Тем самым достигается высокая точность, жесткость и обеспечиваются наилучшие условия смазки подвижных частей.
Каретки направляющих покрыты антифрикционным и износостойким материалом «Turcite-B», обеспечивающим работу пары без Stick-slip эффекта (скачковый эффект), что гарантирует высокую точность движения и повторяемость позиционирования рабочих органов и увеличивает ресурс работы узлов станка.
Обработка ответственных отверстий передней бабки производится на прецизионном расточном станке YASDA в условиях термостатированного помещения. После сборки передняя бабка поступает на тестовый стенд, где в течение 24 часов контролируются температура, уровень шума и вибрации при различных режимах и нагрузках с занесением результатов в базу данных.
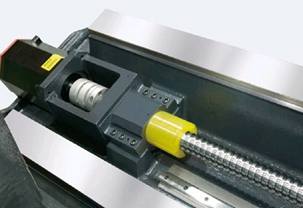
Шарико-винтовые пары (ШВП) класса С3 по обеим линейным осям собраны с преднатягом и имеют прямой привод от двигателя через муфту. Ошибки шага ШВП измеряются с использованием лазерной системы производства Agilent Technologies (США), корректирующие значения заносятся в память системы ЧПУ.
При использовании 12-позиционной револьверной головки с сервоприводом (базовое исполнение) время смены инструмента между соседними позициями составляет 0,3 с. Возможно растачивать заготовки диаметром до 268 мм без столкновения с инструментом в соседней позиции. Опциональная 10-позиционная головка позволяет растачивать заготовки до 331 мм.
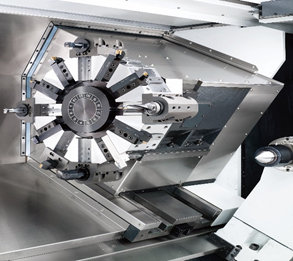
Диск револьверной головки фиксируется посредством высокоточной торцевой зубчатой муфты с бочкообразным зубом диаметром 320 мм. Усилие замыкания муфты, равное 6400 кгс, обеспечивают гарантированную жесткость узла при любых условиях обработки. Кроме того, бочкообразный профиль зуба обеспечивает эффект самоцентрирования в каждой паре выступ-впадина и, соответственно, повышает точность и стабильность позиционирования инструмента, что является очередным прогрессивным шагом по сравнению с конструкциями с прямым зубом.
Опциональная приводная револьверная головка в сочетании с осью С существенно расширяют технологические возможности станка, позволяя проводить такие виды работ, как фрезерование, внеосевое сверление и нарезание резьбы. Это дает возможность сократить затраты времени на загрузку-разгрузку и перемещение деталей между разными типами оборудования, а также избежать потери точности при смене баз.
Мощный (7,5 кВт в течение 30 мин.) двигатель привода инструмента и зубчатая передача обеспечивают достаточные момент и мощность для работы на самых интенсивных режимах резания.
Комплектация и опции
- Система ЧПУ Fanuc Oi-T и цветным ЖК монитором 8.4".
- 12-позиционная револьверная головка, укомплектованная стандартным комплектом инструментальной оснастки: инструментальные блоки, клинья, втулки.
- 12ʺ трехкулачковый гидравлический патрон с комплектом сырых кулачков.
- Комплект закаленных кулачков.
- Трансформатор.
- Задняя бабка тип LP1 с программируемым перемещением пиноли и корпуса.
- Вращающийся центр для задней бабки, тип конуса пиноли KM4 (встроенный вращающийся узел).
- Устройство разменной настройки инструмента контактного типа Renishaw HPRA.
- Стружкотранспортер с откатной тележкой для стружки.
- Комплект документации на станок: руководство по эксплуатации станка на русском и английском языках; руководство по эксплуатации системы ЧПУ Fanuc, техобслуживанию ЧПУ, по параметрам ЧПУ на русском языке; сборник электрических схем на английском языке; схема PLC (программируемый логический контроллер) на английском языке.
- Функции Dynamic graphic display, Load monitor, MANUAL GUDIE I, G-LINK 350.
- Системы ЧПУ Fanuc 31i, SIEMENS 840D.
- 3-кулачковые, цанговые, специальные патроны.
- Противошпиндель, С-ось для противошпинделя.
- Деталеуловитель, конвейер готовых деталей.
- Задняя бабка, центр для задней бабки.
- Устройство размерной настройки (привязки) инструмента Renishaw HPRA.
- Измерительная система Renishaw OMP-60.
- Система вытяжки масляного тумана Mist Collector.
- 12-позиционная приводная револьверная головка производства Goodway.
- Индексация шпинделя 1° с дисковым тормозом на главном шпинделе.
- C-ось с дисковым тормозом на главном шпинделе.
- Система автоматического открывания двери.
- Тележка для стружки.
- Стружкотранспортер высотой 1200 мм (в базовой комплектации поставляется с высотой 850 мм).
- Плата сопряжения податчика прутка со станком.
- Насос подачи СОЖ повышенного давления на 5, 7, 10, 15, 20, 70 бар (в базовой комплектации 3,2 бар).
- Фильтр для насоса подачи СОЖ повышенного давления.
- Люнеты.
- Блоки приводного инструмента, блок для зубофрезерования червячной фрезой.
- Сырые и каленые кулачки для 3-кулачкового патрона, цанги.
- СОЖ – масло отделитель Oil Skimmer.
- Податчик прутка.
- Системы автоматизации загрузки/выгрузки деталей.
