Аппараты аргонодуговой сварки ТИГ серии MATRIX HF



Производитель: CEA
Модели в наличии на складе:
Аппараты серии MATRIX HF предназначены для сварки неплавящимся электродом в среде аргона на постоянном токе. Это надежное сварочное оборудование с большим запасом мощности и отличным качеством сварки. Аппараты MATRIX HF имеют возможность программирования под свои параметры сварки.
Все модели оснащены инверторными источниками питания, разработанными на базе IGBT транзисторов. Инверторные источники обеспечивают стабильное зажигание и горение дуги (дуга становится эластичной и гибкой), способствуют уменьшению габаритных размеров и веса аппарата, обеспечивают возможность помимо сварки W-электродом (ТИГ) работать покрытым плавящимся электродом (в режиме ручной дуговой сварки ММА). Встроенный блок компенсации входного напряжения позволяет максимально расширить диапазон допустимого сетевого напряжения (от +15 до 20% от номинала), что особенно актуально при работе с российскими электрическими сетями. Все аппараты серии MATRIX HF (кроме модели 3001 HF) могут работать в импульсном режиме сварки.
Основные технические характеристики
| Модель | MATRIX 2200 HF | MATRIX 2600 HF | MATRIX 3000 HF | MATRIX 3001 HF | MATRIX 4200 HF |
| Напряжение питания при 50/60 Гц, В | 1~230 | 3~400 | 3~400 | 3~400 | 3~400 |
| Потребляемая мощность, кВA | 6 | 7 | 9.1 | 9.1 | 13.3 |
| Плавкий предохранитель, A | 16 | 10 | 10 | 10 | 16 |
| Напряжение холостого хода, В | 100 | 100 | 100 | 100 | 100 |
| Диапазон по току, A | 5 - 220 | 5 - 260 | 5 - 300 | 5 - 300 | 5 - 420 |
| Сварочный ток (температура 40°С) при 100% ПВ, A | 160 | 200 | 210 | 210 | 270 |
| Сварочный ток (температура 40°С) при 60% ПВ, A | 190 | 230 | 250 | 250 | 340 |
| Сварочный ток (температура 40°С) при X% ПВ, A | 220 (30%) | 260 (40%) | 300 (35%) | 300 (35%) | 420 (40%) |
| Толщина свариваемого металла, мм | 0,5 - 7 | 0,5 - 8 | 0,5 - 10 | 0,5 - 10 | 0,5 - 12 |
| Стандарты | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 |
| Класс защиты | IP 23; S | IP 23; S | IP 23; S | IP 23; S | IP 23; S |
| Класс изоляции | F | F | F | F | F |
| Габаритные размеры, мм | 465x185x390 | 495x185x390 | 495x185x390 | 495x185x390 | 560x220x425 |
| Вес, кг | 14 | 14 | 17.5 | 17.5 | 25 |
Конструктивные особенности
Конструктивные особенности
- Цифровой контроль всех сварочных параметров.
- Базовая комплектация с импульсным режимом, интегрированным в панель управления (функция Easy Pulse, кроме MATRIX 3001HF).
- Точное и эффективное высокочастотное зажигание дуги.
- Функция оптимизации энергосбережения Energy Saving запускает мотор вентилятора источника только при необходимости.
- Низкое энергопотребление.
- Сохранение и вызов собственных сварочных программ.
- Снижение электромагнитного возмущения, возникающего на высоких частотах только при зажигании дуги.
- Использование горелок с регулировкой тока позволяет осуществлять регулировку сварочных параметров и сохраненных программ непосредственно на самой горелке.
- Термостатическая защита от перегрева.
- Металлический корпус с ударопрочной пластиковой лицевой панелью и прочной ручкой. Панель управления защищена от случайных повреждений.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки.
- Кнопка выбора сварочного процесса: ТИГ постоянный ток; ТИГ постоянный ток с режимом подъема дуги Lift; MMA.
- Кнопка выбора режима сварки: 2-тактный; 4-тактный; циклический; таймер точечной сварки.
- Возможность регулировки частоты импульсной TИГ сварки от 0,5 до 2000 Гц с подключением функции Syn Pulse (кроме MATRIX 3001HF).
- Бесконтактный / контактный поджиг дуги.
- Высокочастотное зажигание дуги.
- Режим подъема дуги Lift.
- Режим форсирования дуги
- 2/4-тактовый режим работы.
- Плавная регулировка сварочного тока и напряжения.
- Предварительная и послесварочная продувка газа.
- Регулировка времени нарастания и спада сварочного тока.
- Регулировка тока заварки кратера.
- Импульсная сварка (кроме MATRIX 3001HF).
- Легкий импульс (кроме MATRIX 3001HF).
- Цифровой вольтметр и амперметр.
- Программирование (до 9 программ).
- Режим сварки на прихватках.
- Режим циклической сварки.
- Встроенный блок защиты от больших перепадов напряжений в сети PFC (только для модели 2200HF).
- Сварка ММА.
Импульсная сварка обеспечивает меньшее тепловложение по сравнению с обычным способом сварки, что позволяет сваривать более широкий диапазон деталей. За счет повышения частоты до 500 Гц достигается высокая степень сжатия дуги. Тем самым уменьшается зона термического влияния, что позволяет повысить эстетичный вид сварного шва. Повышается качество сварки тонких материалов (0,5−0,8мм), исключаются прожоги, снижается коробление во время и после сварки.
Легкий импульс позволяет оператору выставлять только значение максимального сварочного тока, машина сама автоматически подбирает значение частоты (0,5−500 Гц) и длительность сварочного тока. Благодаря использованию данной функцию значительно снижаются требования к квалификации сварщика.
Функция Цикл позволяет с помощью быстрого нажатия кнопки на горелке мгновенно переключиться между двумя заранее установленными значениями сварочного тока. Эта функция применяется для сварки разнотолщинных профилированных заготовок, где требуется продолжительная смена значений сварочного тока. Возможность использования большого стартового сварочного тока необходима для подогрева свариваемых заготовок.
Функция Syn Pulse в зависимости от выбранной амплитуды тока автоматически с использованием синергетики генерирует соответствующую частоту следования и основной ток.
Предварительно установленная величина импульсных параметров сокращает время настройки, обеспечивая тем самым оптимальные импульсные комбинации параметров, что дает возможность даже малоквалифицированным сварщикам работать на оборудовании.
Высокочастотная сварка на постоянном токе (импульсная сварка TIG) обеспечивает хороший контроль дуги и уменьшение коробления.
Высокочастотная импульсная сварка (до 2000 Гц) применяется для тонких материалов, обеспечивая уменьшение конуса дуги и меньшее термическое влияние. Дуга становится более концентрированной и стабильной, что способствует увеличению скорости сварки и глубокому проплавлению металла.
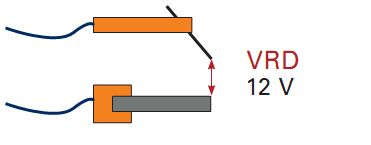 Устройство снижения напряжения VRD уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Устройство снижения напряжения VRD уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
 Компенсация коэффициента мощности PFC (для модели MATRIX 2200HF) – формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Компенсация коэффициента мощности PFC (для модели MATRIX 2200HF) – формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Комплектация и опции
Базовая комплектация
- Источник питания
- Горелка
- Обратный кабель
- Для комплекта с водяным охлаждением – транспортировочная тележка, блок водяного охлаждения (для модели 420HF – адаптер для установки блока на тележку
Дополнительная комплектация
Блок водяного охлаждения
| Модель | HR22 | HR23 |
| Напряжение питания, при 50/60 Гц, В | 1~ 230 | 1~ 230/400 |
| Максимальная мощность, кВA | 0,3 | 0,3 |
| Охлаждающая жидкость | Н2О | Н2О |
| Класс защиты | IP 23 | IP 23 |
| Класс изоляции | F | F |
| Размеры Ш×Д×В, мм | 515×225×185 | 515×225×185 |
| Вес, кг | 9,5 | 9,5 |
